What is the production rate? The ALPHA SERIES X1 is rated for 200 cubic yards of concrete per hour.
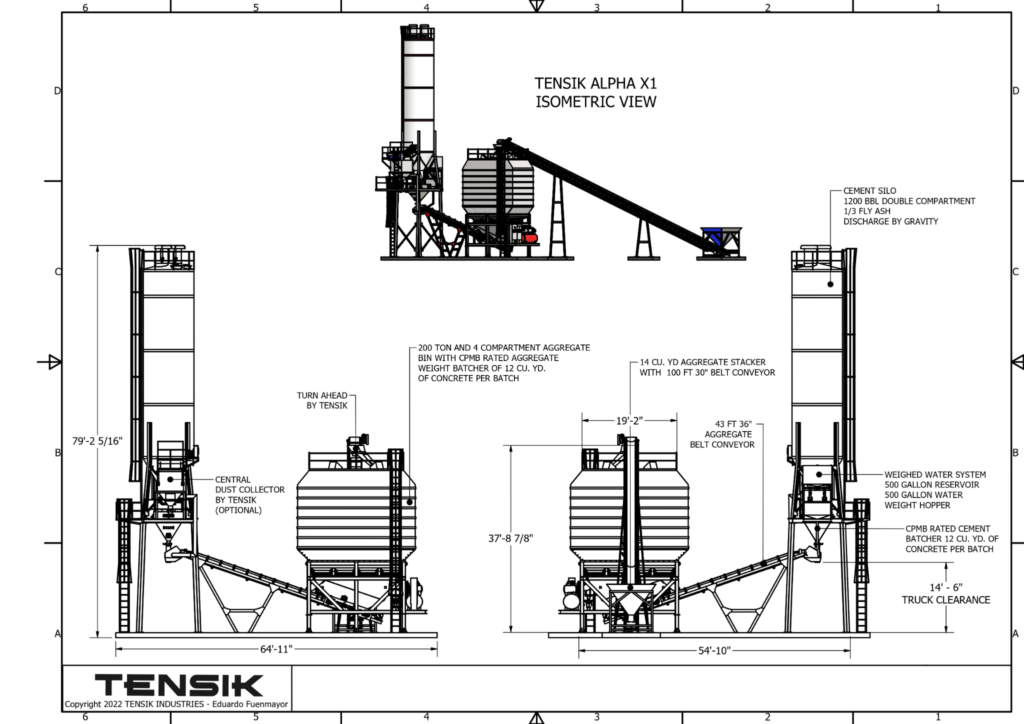
What aggregate storage is included? 4 compartments with 200 tons total capacity, featuring a turnhead aggregate distribution system.
What batchers are included? Both the aggregate batcher and cement batcher are CPMB rated at 12 yd³ each.
What cement silo capacity is available? 1,200 BBL split round cement silo with complete aeration system and full-size pads.
What conveyor systems are included? A 30″ x 42 ft transfer truck conveyor (15 HP) and a 30″ x 100′ radial stacker conveyor with 10×12 hopper.
What dust collection is included? A central dust collector on the discharge point, plus (2) WAM Silotop Zero dust collectors on the silos with 99.99% filtration efficiency.
What water system is included? A 3″ metered water mag meter with a 10 HP pump.
What air system is included? A 20 HP air compressor with 120 gallon tank.
What load cell system is used? A 4 x 20K NTEP certified load cell system with proximity switch gate confirmation.
What wear protection is included? AR400 liners on sloped surfaces for extended durability.
How are silo levels monitored? Silo level sensors (high and low indicators) are installed in each compartment.
What are the batcher construction specifications? 3/16″ plate on vertical sides and 1/4″ plate on sloped sides with AR400 liners.
What discharge valve is used on the cement batcher? A 10″ butterfly discharge valve with pneumatic actuator and solenoid for material flow control.



{kind=link}
{kind=link}
{kind=link}