info@tensik.com
PHONE
(+1) 866-314-2240 (+1) 407-666-6623
LOCATION
7351 Overland Rd, Orlando Fl, 32810
info@tensik.com
(+1) 866-314-2240 (+1) 407-666-6623
7351 Overland Rd, Orlando Fl, 32810
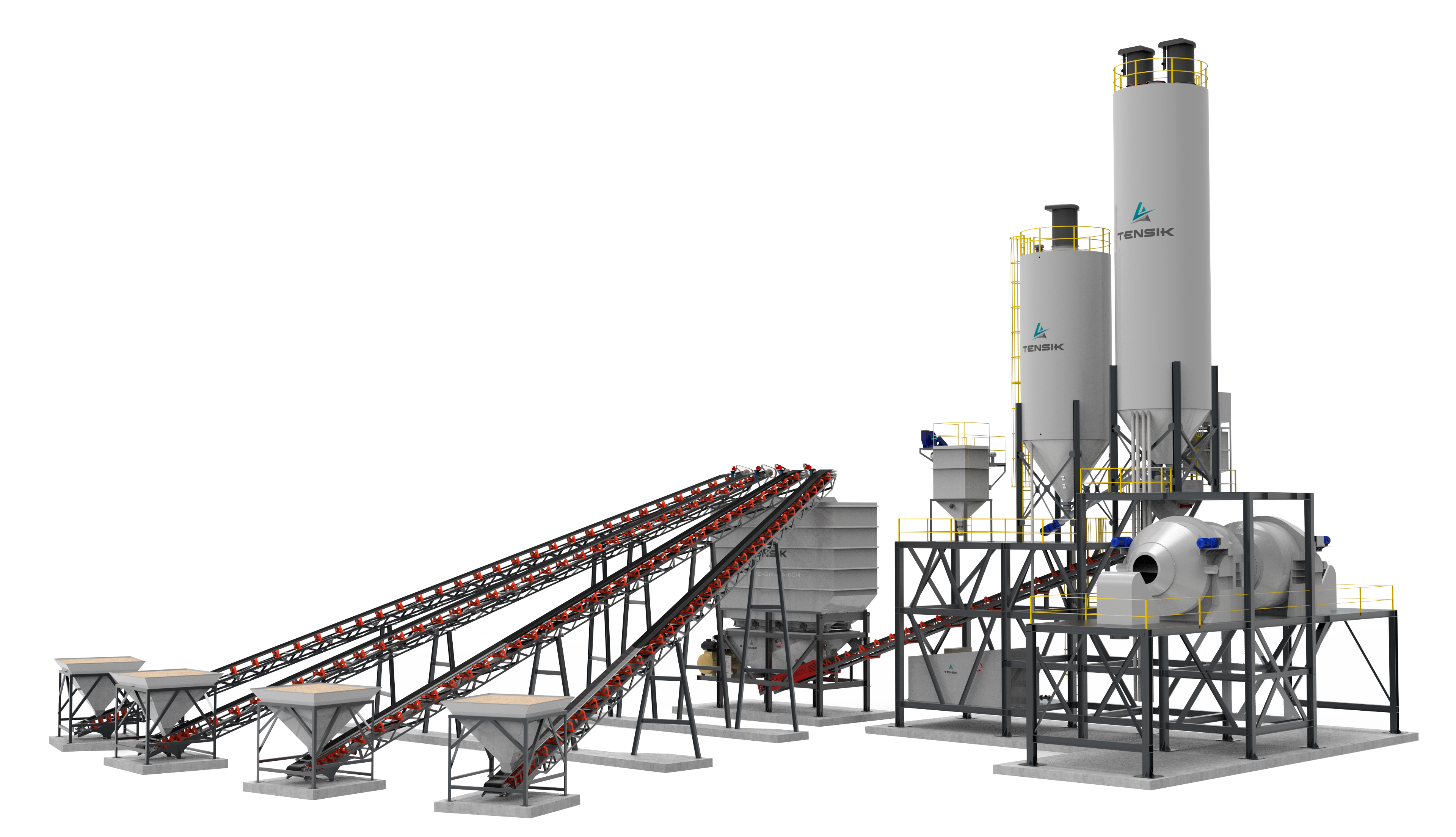

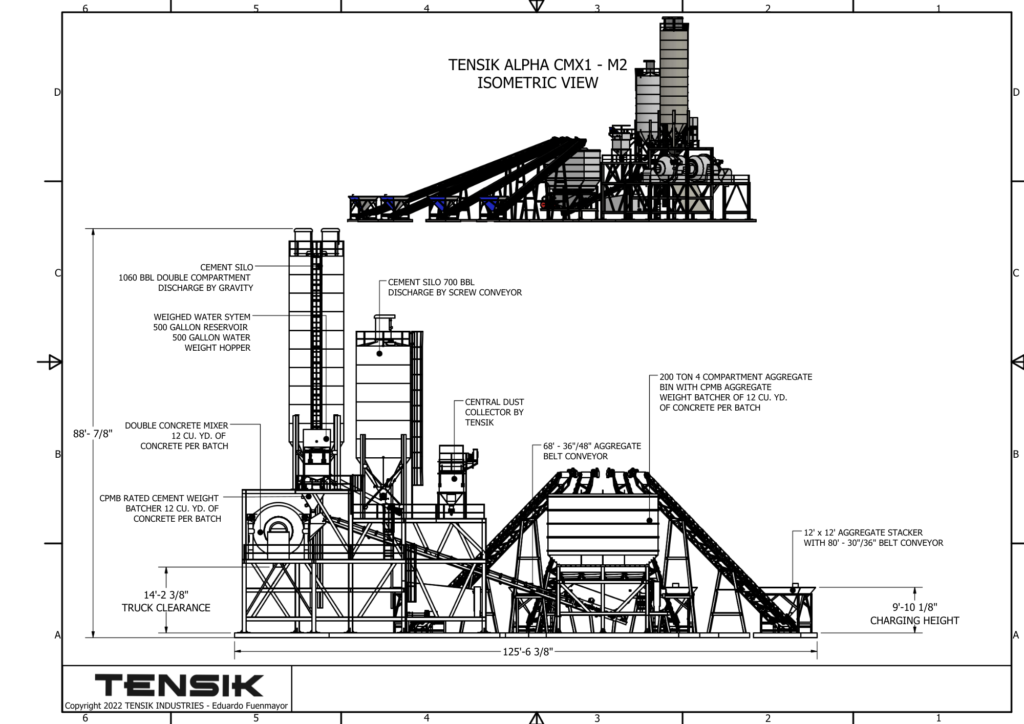
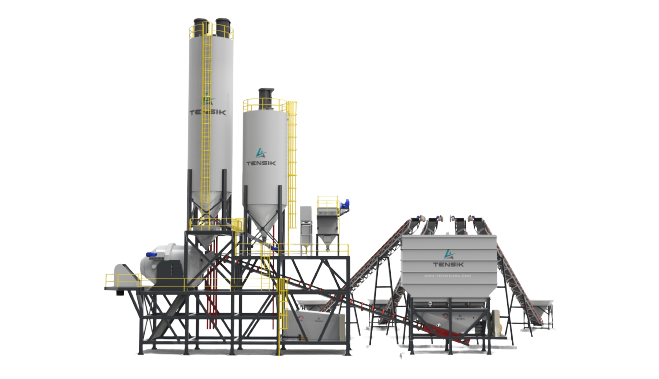
The ALPHA CMX1-M2 is a high-performance wet stationary concrete batching plant designed for large-scale concrete production operations requiring precision batching, integrated material handling, and consistent mix quality. Engineered for continuous production environments, the CMX1-M2 combines high-capacity aggregate storage, advanced cement handling, and efficient dust collection into a complete industrial batching solution.
Built around a 12 yd³ CPMB-rated aggregate batcher, a 1200 BBL split round cement silo, and a heavy-duty conveyor system, the ALPHA CMX1-M2 is optimized for ready-mix operations, infrastructure projects, and industrial concrete production facilities. The system also includes complete aeration equipment, radial stacker conveyors, automatic pneumatic controls, and dual WAM Silotop Zero dust collectors for reliable and environmentally controlled operation.
| Specification | Detail |
|---|---|
| Plant Type | Wet Stationary Batch Plant |
| Aggregate Storage Capacity | 200 tons |
| Aggregate Compartments | 4 |
| Aggregate Batcher Capacity | 12 yd³ CPMB rated |
| Cement Silo Capacity | 1200 BBL split round silo |
| Cement Batcher Capacity | 12 yd³ CPMB rated |
| Water Metering System | 3″ mag meter with 10 HP pump |
| Air Compressor | 20 HP / 120-gallon |
| Conveyor System | Transfer conveyor + radial stacker |
| Dust Collection | Dual WAM Silotop Zero systems |
Actual production depends on mix design, environmental conditions, and batching cycle time.
| Specification | Detail |
|---|---|
| Transfer Conveyor | 30″ × 42 ft |
| Conveyor Drive | 15 HP |
| Radial Stacker Conveyor | 30″ × 100 ft |
| Hopper Size | 10 × 12 |
| Aggregate Storage | 4 compartments / 200 tons |
| Material Distribution | Turnhead aggregate system |
| Wear Protection | AR400 liners |
Included (Standard): Central dust collector at the discharge point plus dual WAM Silotop Zero systems with pulse-jet air cleaning and 99.99% filtration efficiency.
| Specification | Detail |
|---|---|
| Plant Type | Stationary |
| Batching Configuration | Wet Batch |
| Aggregate System | 4-compartment storage with turnhead system |
| Cement Storage | 1200 BBL split round silo |
| Installation Type | Permanent or semi-permanent |
| Material Handling | Conveyor-fed continuous production system |
The ALPHA CMX1-M2 is designed for integration with advanced automatic batch control systems for high-volume production environments.
Controller configurations available upon request.

What type of plant is the ALPHA CMX1-M2?
The ALPHA CMX1-M2 is a wet stationary concrete batching plant designed for high-volume industrial concrete production.
What aggregate storage capacity is included?
The plant includes a 4-compartment aggregate storage system with a total capacity of 200 tons.
What cement storage system is included?
A 1200 BBL split round cement silo with aeration system and dual WAM Silotop Zero dust collectors is included standard.
What conveyor systems are included?
The system includes a 30″ × 42 ft transfer conveyor and a 30″ × 100 ft radial stacker conveyor with hopper.
Does the plant include dust collection?
Yes — the plant includes a central dust collector and dual WAM Silotop Zero dust collection systems.
What batching capacity does the system support?
The plant includes both a 12 yd³ CPMB-rated aggregate batcher and a 12 yd³ CPMB-rated cement batcher.
What pneumatic system is included?
The plant includes a 20 HP / 120-gallon industrial air compressor system for pneumatic plant operation.
Is the plant compatible with automatic controls?
Yes — the ALPHA CMX1-M2 is designed for integration with advanced automatic batch control systems.
{kind=link}
{kind=link}
{kind=link}